prepreg carbon fiber, carbon prepreg, carbon fibre 3k tr30s, carbon fabric twill 160 g
Carbon prepreg C160T2pp, general purpose
TECHNICAL CHARACTERISTICS
Fabric weight: 160 g / m2
Width: 1.00 meter
Width: 1.00 meter
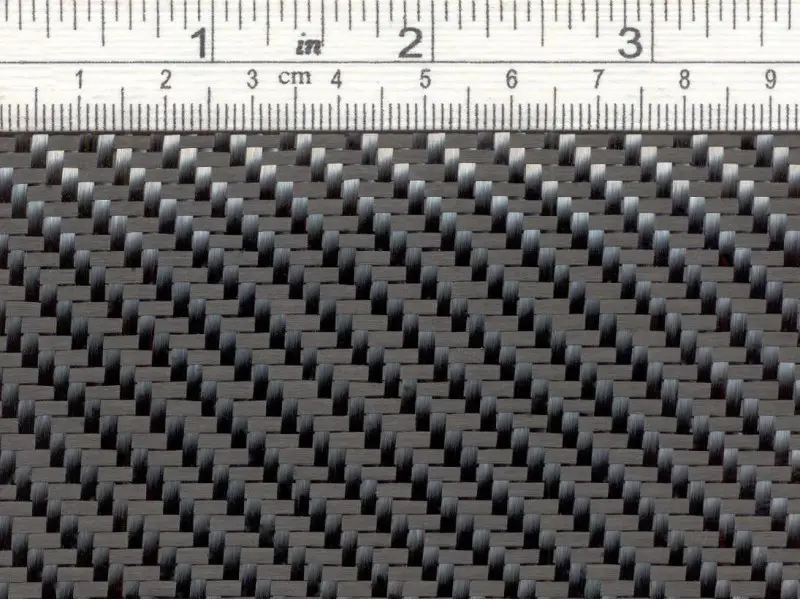
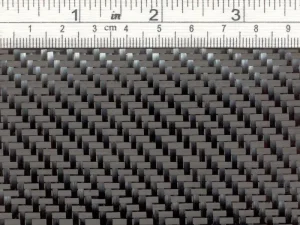
Weaving style: Twill 2X2
Warp: 3K TR30S carbon fiber, 50%, 5.25 ends (threads) / cm
Weft: 3K TR30S carbon fiber, 50%, 5.25 ends / cm
Warp: 3K TR30S carbon fiber, 50%, 5.25 ends (threads) / cm
Weft: 3K TR30S carbon fiber, 50%, 5.25 ends / cm
Prepreg weight: 394 g / m2
Epoxy content: 42 %
Gel time at 125 oC: 11 min
Volatile content: < 1 %
Epoxy content: 42 %
Gel time at 125 oC: 11 min
Volatile content: < 1 %
Fibermax general purpose prepregs are based on a 80 to 150 oC (176 – 302 oF) curing toughened epoxy matrix, suited for both autoclave and press molding applications. A standard autoclave curing cycle is: Draw vacuum (0.6 – 0.7 bar) and apply positive pressure. Then start heating – typically 2-5 oC / min (3.5 – 9 oF) – till 120 oC (248 oF) and then hold this temperature for 1 hour. Turn off the temperature and cool under pressure to 60 oC (140 oF). When fully cooled open the bag and extract the piece.
STORAGE LIFE
12 months at – 18 oC
4 – 6 weeks at room temperature
Allow prepreg roll to reach room temperature before opening plastic bag to prevent condensation.
4 – 6 weeks at room temperature
Allow prepreg roll to reach room temperature before opening plastic bag to prevent condensation.
EVALUATED Tg FOR RESPECTIVE CURING CYCLE
1 hour at 120 oC (248 oF): 110 – 120 oC (230 – 248 oF)
1 hour at 130 oC (266 oF): 130 – 140 oC (266 – 284 oF)
10 min at 150 oC (302 oF): 130 – 150 oC (266 – 302 oF)
1 hour at 130 oC (266 oF): 130 – 140 oC (266 – 284 oF)
10 min at 150 oC (302 oF): 130 – 150 oC (266 – 302 oF)
TYPICAL MECHANICAL PROPERTIES OF LAMINATE
Cured at 130 oC for 60 minutes and 3 bar
Flexural strength (Mpa): 850
Flexural modulus (Gpa): 54
Tensile strength (MPa): 550
Tensile modulus (GPa): 60
ILSS – Short Beam Shear (Mpa): 67
Tg (DSC) 20 oC / min: 128 oC
Flexural strength (Mpa): 850
Flexural modulus (Gpa): 54
Tensile strength (MPa): 550
Tensile modulus (GPa): 60
ILSS – Short Beam Shear (Mpa): 67
Tg (DSC) 20 oC / min: 128 oC
Please click on picture, for a closer view to the fabric's real size. To realize actual size with precision please observe the threads / cm feature mentioned above.
DISCLAIMER
All information herein is given for guidance and general information purposes only, represents typical properties, and should not be used for specification limits purposes or basis for design. Fibremax Ltd reserves the right to make modifications on fabrics, change yarns, specifications, and all information given herein, without notice. It is only on written certificates and agreements that we provide our customers with warrants for the quality and/or advise for the suitability of products for particular uses. Data sheets and certificates of conformity are promptly provided upon request with roll serial number.